ورشة أنابيب الصلب المطلية بالبلاستيك
تتعامل ورشة عمل الأنابيب الفولاذية المطلية بالبلاستيك مع الأنابيب التي يتراوح قطرها من 2 إلى 48 بوصة من خلال تطبيق طلاء بلاستيكي منصهر عبر عمليات متقدمة مثل الرش الكهروستاتيكي والطلاء بالغمر. نقدم حلولاً كاملة لخط الإنتاج بأكمله - من المعالجة المسبقة والطلاء إلى المعالجة والتفتيش والإنهاء - مما يضمن إنتاجًا متوسطًا إلى عاليًا للأنابيب ذات الطلاء الموحد، والالتصاق القوي، والتفاوتات الدقيقة للحماية الموثوقة من التآكل.
ورشة العمل
معدات الإنتاج
![ماكينة الخياطة]() ماكينة الخياطة
ماكينة الخياطة![آلة الثني المسبق]() آلة الثني المسبق
آلة الثني المسبق![آلة القطع بالبلازما]() آلة القطع بالبلازما
آلة القطع بالبلازما![آلة تشكيل أطراف الأنابيب]() آلة تشكيل أطراف الأنابيب
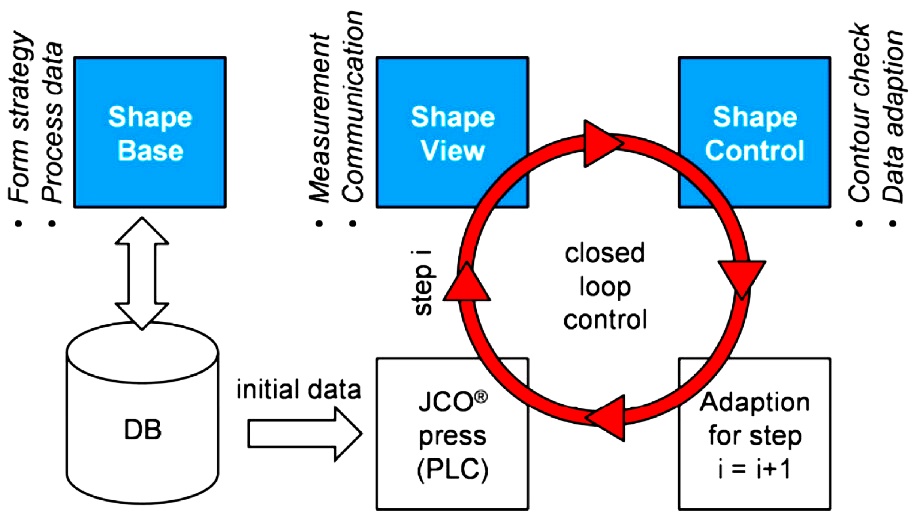
آلة تشكيل أطراف الأنابيب![آلة تشكيل JCOE]() آلة تشكيل JCOE
آلة تشكيل JCOE![آلة لحام داخلية وخارجية]() آلة لحام داخلية وخارجية
آلة لحام داخلية وخارجية![آلة الضغط الهيدروليكي]() آلة الضغط الهيدروليكي
آلة الضغط الهيدروليكي![آلة طحن الحواف]() آلة طحن الحواف
آلة طحن الحواف![آلة التمليس]() آلة التمليس
آلة التمليس









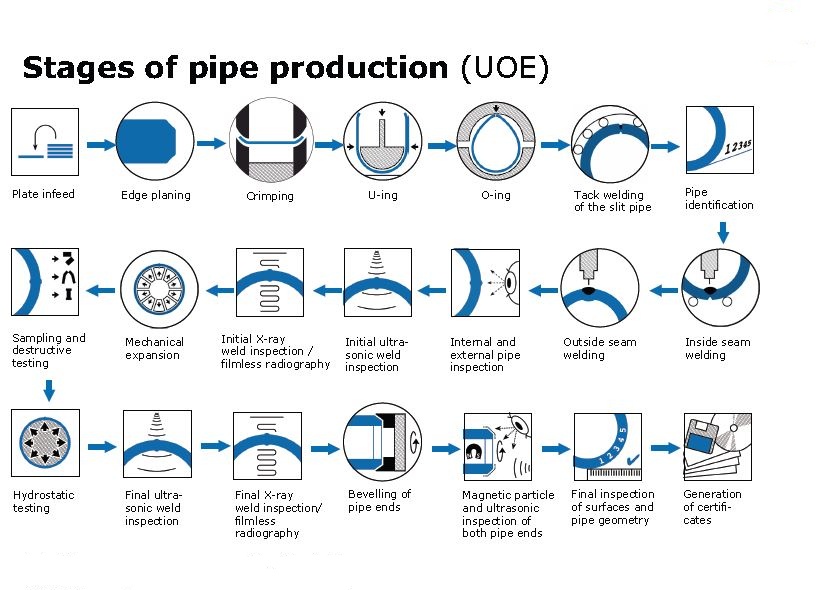
عملية التصنيع
عملية تصنيع الأنبوب الفولاذي المطلي بالبلاستيك
يبدأ تصنيع الأنابيب الفولاذية المطلية بالبلاستيك بإعداد شامل للسطح، حيث يتم تنظيف الأنبوب الفولاذي عن طريق التفجير الكاشط والتسخين المسبق. ثم يتم تطبيق الطلاء الأساسي، عادةً من خلال عملية الإيبوكسي الملتحم بالانصهار (FBE)، حيث يتم رش مسحوق الإيبوكسي المشحون كهربائيًا على الأنبوب المسخن، لينصهر ويتصلب إلى طبقة متصلة ومترابطة كيميائيًا.
بدلاً من ذلك، يمكن تطبيق طبقة من البولي إيثيلين المطروقة فوق طبقة لاصقة أولية. ثم يتم تبريد الأنبوب وإجراء الفحص النهائي، بما في ذلك اختبار الشرر، لضمان طلاء موحد وخالي من العيوب يوفر حماية متينة من التآكل.
مركز التفتيش
التفتيش البصري
يعد فحص مظهر الوصلات الملحومة طريقة فحص بسيطة ومستخدمة على نطاق واسع. وهو جزء مهم من فحص المنتجات النهائية. يكتشف بشكل رئيسي العيوب على سطح اللحام والانحراف في الأبعاد. يتم عادةً فحصه بصريًا واختباره بأدوات مثل القوالب القياسية، وأجهزة القياس، والمكبرات. إذا كانت هناك عيوب على سطح اللحام، فقد تكون هناك عيوب داخل اللحام.
فحص الطريقة الفيزيائية
طريقة الفحص الفيزيائي هي طريقة تستخدم بعض الظواهر الفيزيائية للقياس أو الاختبار. يتم فحص العيوب في المواد أو قطع العمل بشكل عام عن طريق الاختبار غير المدمر. يشمل الاختبار غير المدمر للأنبوب الفولاذي LSAW الاختبار بالموجات فوق الصوتية، والاختبار الإشعاعي، والاختبار المغناطيسي، والاختبار النافذ.
